
8.5: Inelastic Collisions in One Dimension


- Last updated
- Feb 20, 2022
- Save as PDF

( \newcommand{\kernel}{\mathrm{null}\,}\)
Learning Objectives
By the end of this section, you will be able to:
- Define inelastic collision.
- Explain perfectly inelastic collision.
- Apply an understanding of collisions to sports.
- Determine recoil velocity and loss in kinetic energy given mass and initial velocity.
We have seen that in an elastic collision, internal kinetic energy is conserved. An inelastic collision is one in which the internal kinetic energy changes (it is not conserved). This lack of conservation means that the forces between colliding objects may remove or add internal kinetic energy. Work done by internal forces may change the forms of energy within a system. For inelastic collisions, such as when colliding objects stick together, this internal work may transform some internal kinetic energy into heat transfer. Or it may convert stored energy into internal kinetic energy, such as when exploding bolts separate a satellite from its launch vehicle.
Definition: Inelastic Collisions
An inelastic collision is one in which the internal kinetic energy changes (it is not conserved).
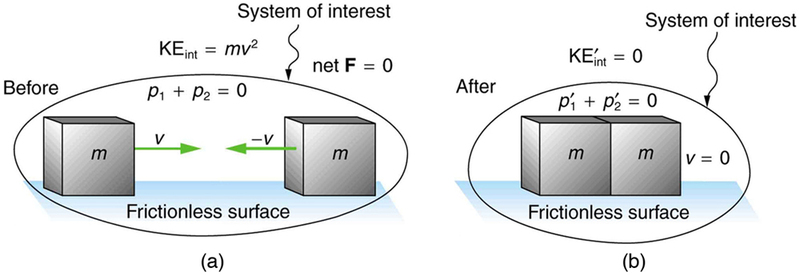
Figure 8.5.1 shows an example of an inelastic collision. Two objects that have equal masses head toward one another at equal speeds and then stick together. Their total internal kinetic energy is initially
12mv2+12mv2=mv2.
The two objects come to rest after sticking together, conserving momentum. But the internal kinetic energy is zero after the collision. A collision in which the objects stick together is sometimes called a perfectly inelastic collision because it reduces internal kinetic energy more than does any other type of inelastic collision. In fact, such a collision reduces internal kinetic energy to the minimum it can have while still conserving momentum.
Definition: Perfectly Inelastic Collisions
A collision in which the objects stick together is sometimes called “perfectly inelastic.”
Example 8.5.1: Calculating Velocity and Change in Kinetic Energy - Inelastic Collision of a Puck and a Goalie
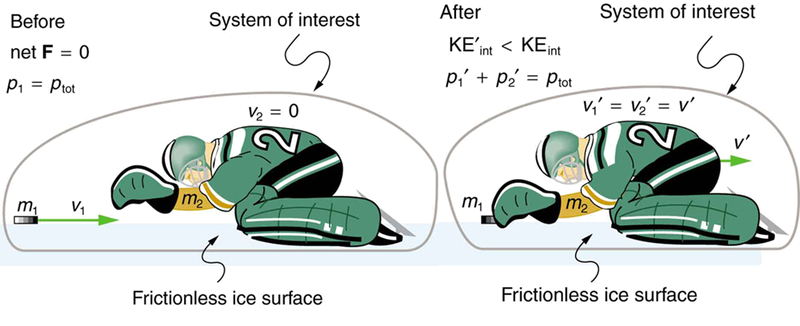
- Find the recoil velocity of a 70.0-kg ice hockey goalie, originally at rest, who catches a 0.150-kg hockey puck slapped at him at a velocity of 35.0 m/s.
- How much kinetic energy is lost during the collision? Assume friction between the ice and the puck-goalie system is negligible (Figure 8.5.2)
Strategy
Momentum is conserved because the net external force on the puck-goalie system is zero. We can thus use conservation of momentum to find the final velocity of the puck and goalie system. Note that the initial velocity of the goalie is zero and that the final velocity of the puck and goalie are the same. Once the final velocity is found, the kinetic energies can be calculated before and after the collision and compared as requested.
Solution for (a)
Momentum is conserved because the net external force on the puck-goalie system is zero.
Conservation of momentum is
p1+p2=p′1+p′2
or
m1v1+m2v2=m1v′1+m2v′2.
Because the goalie is initially at rest, we know v2=0. Because the goalie catches the puck, the final velocities are equal, or v′1=v′2=v′. Thus, the conservation of momentum equation simplifies to
m1v1=(m1+m2)v′.
Solving for v′ yields
v′=m1m1+m2v1.
Entering known values in this equation, we get
v′=(0.150kg70.0kg+0.150kg)(35.0m/s)=7.48×10−2m/s)2=0.196J.
The change in internal kinetic energy is thus
KE′int−KEint=0.196J−91.9J=−91.7J
where the minus sign indicates that the energy was lost.
Discussion for (b)
Nearly all of the initial internal kinetic energy is lost in this perfectly inelastic collision. KEint is mostly converted to thermal energy and sound.
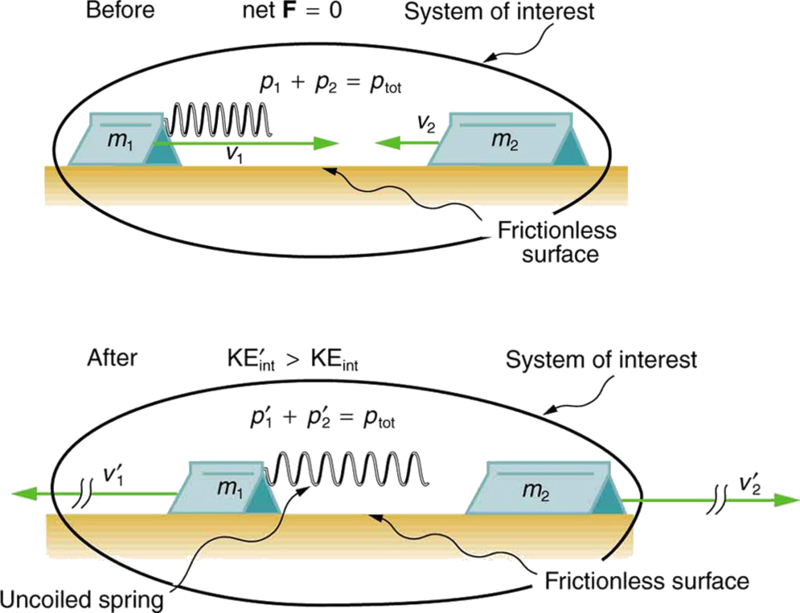
During some collisions, the objects do not stick together and less of the internal kinetic energy is removed—such as happens in most automobile accidents. Alternatively, stored energy may be converted into internal kinetic energy during a collision. Figure 8.5.3 shows a one-dimensional example in which two carts on an air track collide, releasing potential energy from a compressed spring. Example 8.5.2 deals with data from such a collision.
Collisions are particularly important in sports and the sporting and leisure industry utilizes elastic and inelastic collisions. Let us look briefly at tennis. Recall that in a collision, it is momentum and not force that is important. So, a heavier tennis racquet will have the advantage over a lighter one. This conclusion also holds true for other sports—a lightweight bat (such as a softball bat) cannot hit a hardball very far.
The location of the impact of the tennis ball on the racquet is also important, as is the part of the stroke during which the impact occurs. A smooth motion results in the maximizing of the velocity of the ball after impact and reduces sports injuries such as tennis elbow. A tennis player tries to hit the ball on the “sweet spot” on the racquet, where the vibration and impact are minimized and the ball is able to be given more velocity. Sports science and technologies also use physics concepts such as momentum and rotational motion and vibrations.
Take-Home Experiment—Bouncing of Tennis Ball
- Find a racquet (a tennis, badminton, or other racquet will do). Place the racquet on the floor and stand on the handle. Drop a tennis ball on the strings from a measured height. Measure how high the ball bounces. Now ask a friend to hold the racquet firmly by the handle and drop a tennis ball from the same measured height above the racquet. Measure how high the ball bounces and observe what happens to your friend’s hand during the collision. Explain your observations and measurements.
- The coefficient of restitution (c) is a measure of the elasticity of a collision between a ball and an object, and is defined as the ratio of the speeds after and before the collision. A perfectly elastic collision has a c of 1. For a ball bouncing off the floor (or a racquet on the floor), c can be shown to be c=(h/H)1/2 where h is the height to which the ball bounces and H is the height from which the ball is dropped. Determine c for the cases in Part 1 and for the case of a tennis ball bouncing off a concrete or wooden floor (c=0.85 for new tennis balls used on a tennis court).
Example 8.5.2: Calculating Final Velocity and Energy Release - Two Carts Collide
In the collision pictured in Figure 8.5.3, two carts collide inelastically. Cart 1 (denoted m1 carries a spring which is initially compressed. During the collision, the spring releases its potential energy and converts it to internal kinetic energy. The mass of cart 1 and the spring is 0.350 kg, and the cart and the spring together have an initial velocity of −0.500m/s. After the collision, cart 1 is observed to recoil with a velocity of −4.00m/s.
- What is the final velocity of cart 2?
- How much energy was released by the spring (assuming all of it was converted into internal kinetic energy)?
Strategy
We can use conservation of momentum to find the final velocity of cart 2, because Fnet=0 (the track is frictionless and the force of the spring is internal). Once this velocity is determined, we can compare the internal kinetic energy before and after the collision to see how much energy was released by the spring.
Solution for (a)
As before, the equation for conservation of momentum in a two-object system is
m1v1+m2v2=m1v′1+m2v′2.
The only unknown in this equation is v′2. Solving for v′2 and substituting known values into the previous equation fields
v′2=m1v1+m2v2−m1v′1m2=0.350kg)(2.00m/s)+(0.500kg)(−0.500m/s)0.500kg−(0.350kg)(−4.00m/s)0.500kg=3.70m/s.
Solution for (b)
The internal kinetic energy before the collision is
KEint=12m1v21+12m2v22=12(0.350kg)(2.00m/s)2+12(0.500kg)(−0.500m/s)2=0.763J.
After the collision, the internal kinetic energy is
KE′int=12m1v′21+12m2v′22=12(0.350kg)(−4.00m/s)2+12(0.500kg)(0.370m/s)2=6.22J.
The change in internal kinetic energy is thus
KE′−KE=6.22J−0.763J=5.46J.
Discussion
The final velocity of cart 2 is large and positive, meaning that it is moving to the right after the collision. The internal kinetic energy in this collision increases by 5.46 J. That energy was released by the spring.
Summary
- An inelastic collision is one in which the internal kinetic energy changes (it is not conserved).
- A collision in which the objects stick together is sometimes called perfectly inelastic because it reduces internal kinetic energy more than does any other type of inelastic collision.
- Sports science and technologies also use physics concepts such as momentum and rotational motion and vibrations.
Glossary
- inelastic collision
- a collision in which internal kinetic energy is not conserved
- perfectly inelastic collision
- a collision in which the colliding objects stick together